Los pisos y suelos y, en menor medida, las paredes y techos de la industria agroalimentaria, están sometidos permanentemente o intermitentemente a duras exigencias químicas y mecánicas. En consecuencia, los pavimentos alimentarios están expuestos a ser dañados y deteriorados, bien por ataques químicos de distinta naturaleza, bien por acciones mecánicas debidas a golpes o a tráfico pesado (carros, transpalets, carretillas, vehículos) o de otra naturaleza como heladas, lavados a presión, etc., que determinan la necesidad de protegerlos contra tales agresiones.
¿Necesitas un pavimento para la industria alimentaria? Contacta con nosotros
Según la naturaleza e intensidad de estos agentes agresivos (ácidos, álcalis, aceites, grasas, detergentes, disolventes, residuos orgánicos, etc.) se emplean distintos medios de protección que van desde los diferentes pavimentos continuos existentes en el mercado (algunos casos llamados indebidamente «Pavimentos de resina Epoxi» cuando en realizad pueden no llevar esa resina) hasta los revestimientos cerámicos con losetas y piezas antiácidas, siempre con la intención de conseguir unos pavimentos alimentarios de calidad.
Los pavimentos en la industria alimentaría tienen que ser muy robustos, adecuados para el contacto directo con alimentos o poder estar cerca de alimentos sin provocar ningún efecto sobre ellos. Además, deben de poder resistir a las limpiezas muy exhaustivas e intensas que se realizan implicando la resistencia a la exposición frecuente de productos químicos muy agresivos.
El cemento de poliuretano es un recubrimiento a base de una resina de poliuretano de alto rendimiento y cemento. Basado en cuatro especificaciones de espesor de 4/6/9 y 12 mm, el poliuretano cemento ofrece una resistencia mecánica, térmica y química muy alta.
Los suelos de poliuretano cemento permanecen dimensionalmente estables a temperaturas de hasta +130 °C. Cumplen con los más altos estándares de higiene y limpieza. Estas cualidades lo convierten en una solución ideal para los suelos de las industrias alimentaria, química y farmacéutica. Disponible en ocho colores.
Los sistemas propuestos a continuación cumplen los requisitos de los pavimentos industriales en la industria alimentaria y tienen los certificados para el contacto con alimentos y estos son: higiene, resistencia al choque térmico, resistencia al deslizamiento, permeabilidad a los líquidos, resistencia química y mecánica, de fácil limpieza, sin olor y libre de VOC.
Pavimentos y suelos industriales (todo tipo de talleres, expertos en pavimentos para la industria alimentaria)
En PAVIMENTOS PAVIPOR disponemos de soluciones en pavimentos industriales para todo tipo de pavimentos, pero no todos los pavimentos tienen la misma solución. Tenemos infinitas aplicaciones y sistemas para ofrecer sistemas de calidad, ajustadas a las necesidades de cada cliente en particular, adaptándonos a sus necesidades técnico económicas.
El principal problema a resolver en la construcción o reconstrucción de un piso industrial es su resistencia a las cargas, incluso intensas y concentradas en espacios pequeños, a agentes químicos, cualquier piso inadecuado termina cediendo rápidamente a estas tensiones y termina desmoronarse.

La clave del éxito de los suelos PAVIPOR reside en una palabra: calidad
PAVIPOR produce directamente y utiliza compuestos versátiles basados en resinas que hacen que sus pisos sean absolutamente continuos, monolíticos, antideslizantes, también de acuerdo con las necesidades específicas; pero sobre todo fuertes y resistentes en el tiempo. En otras palabras, capaz de soportar todas las tensiones químicas y mecánicas encontradas en condiciones de uso industrial.
Suelos para alimentos
PAVIPOR fabrica pisos de resina para la industria alimentaria capaces de soportar no solo las cargas, sino sobre todo la corrosión de los agentes químicos. Las características de los pavimentos para la industria alimentaria, desarrollados a través de la larga experiencia de PAVIPOR, para responder perfectamente a todas las necesidades especificas de este sector son:
- Impermeables: los suelos PAVIPOR no absorben ningún tipo de sustancias que puedan dañarlos con el tiempo.
- Monolítica: es decir, sin juntas ni surcos que sean trampas de suciedad.
- WC: son fáciles de limpiar y, por lo tanto, adecuados para habitaciones donde las cargas bacterianas deben mantenerse constantemente bajo control.
- Sin olor: gracias a su higiene, los suelos PAVIPOR evitan la formación de olores desagradables.
- Idoneidad: los pisos PAVIPOR, después de la aplicación, no liberan olores y son adecuados para el contacto con alimentos.
- Antideslizante: máxima seguridad en cumplimiento de las leyes vigentes en materia de protección de la seguridad de los trabajadores.
- Resistente: excelente resistencia a tensiones químicas y mecánicas.
- Tiempos de realización muy rápidos.
- Aplicación también en pisos existentes.

Pisos para almacenes o talleres de uso intensivo
La realización de pisos para almacenes de uso intensivos requieren de mucho cuidado y conocimiento. En este caso, de hecho, un pavimento ejecutado correctamente juega un papel decisivo en la eficiencia de los vehículos de manipulación industrial.
Pisos para industria químico-farmacéutica
La resistencia a los materiales químicos y la impermeabilidad-higiene son las principales características de los suelos PAVIPOR para la industria químico-farmacéutica.
Pisos para industria metalúrgica o metalmecánica
Para la industria metalmecánica, PAVIPOR ofrece pisos con fuerte resistencia a impactos y cargas concentradas en áreas pequeñas y resistencia química a aceites, combustibles y lubricantes y otras sustancias de uso diario en este sector.
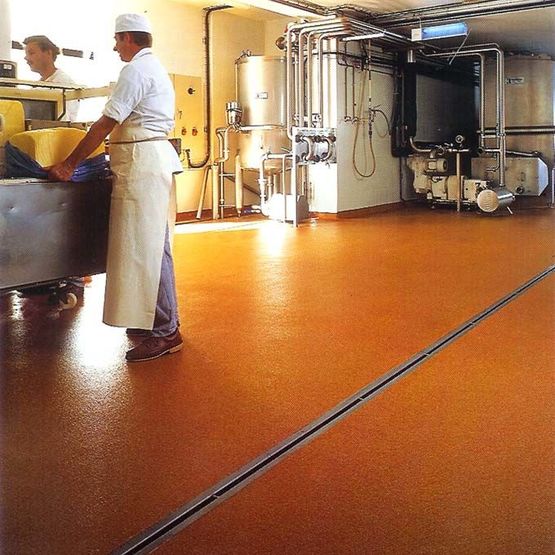
Pavimento alimentario del sector cárnico
 Revestimientos de suelos industriales para satisfacer sus necesidades, altamente resistentes al ataque mecánico, químico y térmico. Soluciones de revestimiento fiables y efectivas, en línea con las normas sobre la higiene de los productos alimenticios.
Revestimientos de suelos industriales para satisfacer sus necesidades, altamente resistentes al ataque mecánico, químico y térmico. Soluciones de revestimiento fiables y efectivas, en línea con las normas sobre la higiene de los productos alimenticios.
Las últimas técnicas de aplicación para la realización de sus proyectos a gran escala, pisos de estacionamiento, salas de despiece, secaderos, mataderos, fábricas de envasados, industria cárnica, fábricas de embutidos, mataderos, salas de despiece, cámaras de salazón, frío, lonjas e industrias de pescado, conserveras, cervecerías, y cualquier zona de trabajo con humedad constante.
El pavimento Monile se compone de una dispersión de copolímeros acrílicos, un ligante hidráulico modificado y pigmentado, y cuarzo de granulometría optimizada.
El pavimento Monile es antiderrapante, impermeable, transpirable, resiste a los ácidos y las bases normalmente utilizadas en los suelos de industria alimentaria, así como a los aceites, grasas, agentes oxidantes, detergentes, etc. Sus propiedades mecánicas extremadamente elevadas y la total ausencia de toxicidad lo hacen el revestimiento preferido para un gran número de industrias de tránsito intenso.
Higiene y seguridad
El sistema Monile permite cumplir todas las condiciones higiénicas y de seguridad exigidas en las industrias alimentarias. Todos los ángulos son redondeados por medio de talochas especiales de fácil realización, y permitiendo luego la limpieza de aristas, canales, surcos, etc.
El Monile es esencialmente antiderrapante, incluso en las condiciones más extremas, tales como charcos de sangre, de grasa o de aceites, y sobre todo cuando está constantemente mojado.
Propiedades físicas del pavimento Monile

- Resistencia a la comprensión: >70 N/mm2
- Resistencia a la tracción: >7 N/mm2
- Resistencia a la flexión: >20 N/mm2
- Resistencia a la abrasión: 4,6 cm3 / 50 cm2
- Coeficiente de dilatación: 1.10(-6) mm
- Estabilidad a la temperatura: -60 ºC a +120 ºC
Propiedades químicas del pavimento Monile
El Monile resiste muy bien la mayoría de los agentes químicos utilizados normalmente en las industrias alimentarias, y en particular a los ácidos, clorhídrico, nítrico, acéitico y cítrico en concentraciones inferiores al 10%.
Las bases tales como la sosa y la potasa cáustica, no afectan al Monile a no ser que estén en solución muy concentrada. La sangre, la orina, los azúcares, la salmuera, los aceites y las grasas tampoco afectan al Monile.
Aplicación
La aplicación se efectúa únicamente por aplicadores especializados después de haber sido debidamente preparados. En función de la aplicación de la obra, el rendimiento de aplicación del Monile es de 50 a 120 m2 al día. El espesor normal es de 10 mm. y su peso es de 27 kg/m2.
El Monile es transitable a las 24 horas después de su aplicación y está perfectamente seco a las 48 horas.
Limpieza
Utilizar detergentes alcalinos en combinación con vapor o agua caliente a presión.
Ventajas del pavimento Monile
- Elevada resistencia natural antideslizante
- Higiénico
- Resistencia mecánica muy elevada
- No es tóxico, no presenta disolventes, no es inflamable
- Excelente historial de larga duración en uso a lo largo de 40 años
- Revestimientos de suelos en línea con las normas sobre higiene de productos alimenticios.
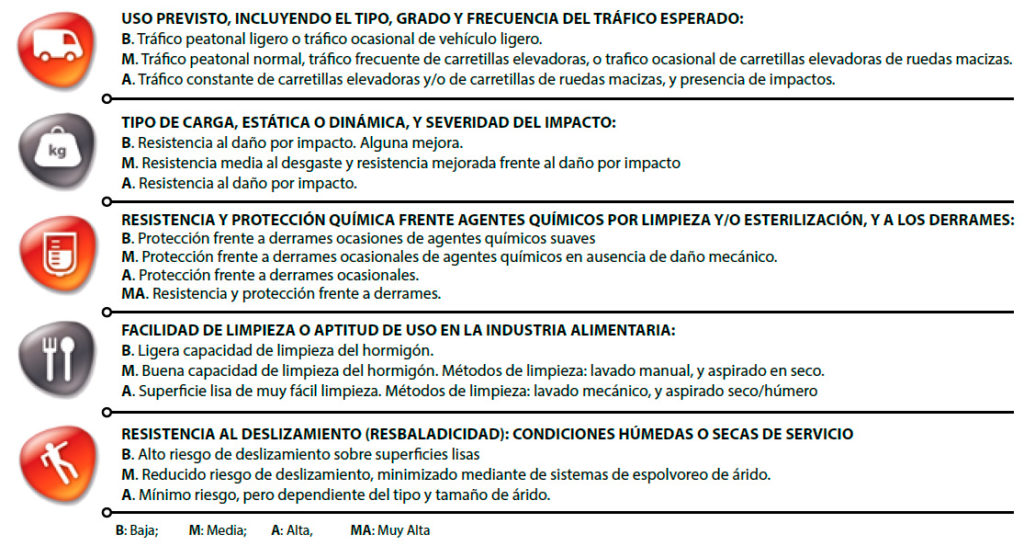
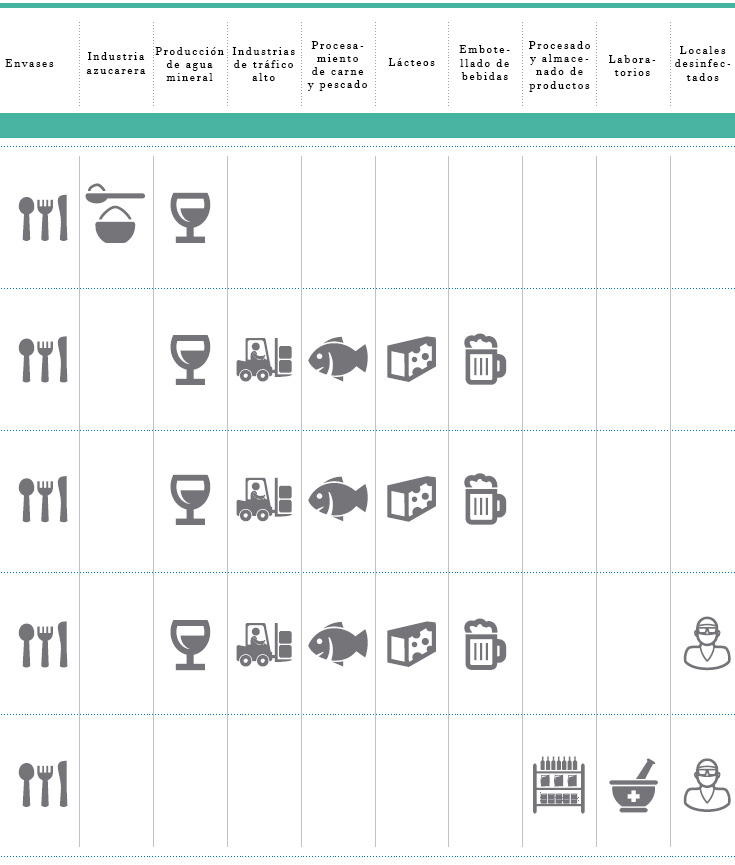
Características principales de los pavimentos agroalimentarios

Higiene y seguridad
El pavimento no debe contaminar los productos alimenticios ni afectar al olor o al sabor, son densos e impermeables y se secan completamente en un tiempo muy corto. Como resultado, los gérmenes, los hongos y bacterias no pueden implantarse. Estas características aseguran una facilidad de limpieza similar a la del acero inoxidable, incluso para suelos altamente antideslizantes. Certificado de uso para industria alimentaria.
Resistencia a la temperatura
Resistencia a la temperatura, significa que el sistema de revestimiento no se verá negativamente influenciado por la exposición térmica a hielo, limpieza con vapor o congelación por aire comprimido. El pavimento industrial está disponible en varias especificaciones diferentes van variando según el espesor, desde 4 mm hasta 12 mm con especificaciones adecuadas para los ambientes más extremos y soportar vertidos de temperaturas extremas.
- De 4 mm, +70 ºC a -15 ºC
- De 6 mm, +80 ºC a -25 ºC
- De 9 mm, +120 ºC a -40 ºC
- De 12 mm, +150 ºC a -40 ºC
Resistencia al deslizamiento
En el sector agroalimentario, la mayoría de los entornos suelen estar húmedos. El perfil de diseño superficial correcto es una cuestión esencial para proporcionar un ambiente de trabajo seguro y eficiente. El pavimento industrial ofrece una amplia gama de superficie, desde sistemas lisos, hasta pavimentos con cualquier tipo de textura definida. Pueden lograrse diferentes acabados.
Permeabilidad a los líquidos
Proporciona un sellado impermeable protegiendo el hormigón y las aguas subterráneas de derrames de líquidos y de la polución ambiental.
Resistencia química
El pavimento industrial tiene una excelente resistencia a un amplio rango de productos químicos y sustancias agresivas., incluyendo muchos ácidos orgánicos y disolventes que degradan rápidamente otros tipos de pavimentos de resina y muchos pavimentos de poliuretano-cementicio. Los más comunes son:
- Ácido acético, 50 %.
- Ácido láctico, 30 % a 60 °C.
- Ácido oleico, 100 % a 60 °C.
- Ácido cítrico, 50 %.
- Hidróxido de sodio, 50 % a 60 °C.
Resistencia al impacto
La resistencia de impacto está relacionada con las condiciones específicas en cada caso. Se deberá tener en cuenta con alimentos almacenados en altura.
Resistencia mecánica
La resistencia mecánica se define en función del tipo y de la frecuencia de exposición del pavimento (transporte de cargas, tipo de ruedas, áreas de contacto).
Limpio, estéril, seguro
En la industria agroalimentaria la buena limpieza y el mantenimiento son elementos vitales, los pavimentos son densos e impermeables en todo su espesor, son esencialmente inertes, no es biodegradable y no promueve el crecimiento bacteriano o fúngico. Como resultado, se utilizan en la industria alimentaria y farmacéutica por ser entornos donde se exigen los más altos estándares de higiene, permiten su limpieza a un nivel comparable al del acero inoxidable.
Durabilidad
La durabilidad es el resultado de una combinación de factores, a partir de la mezcla de altas resistencias con ductilidad, resistencias químicas y mecánicas del pavimento. PAVIPOR aplica una gama extensa de productos para pavimentos de la industria alimentaria, así como sistemas resistes a cualquiera que sea su uso:
- Cámaras frigoríficas: cuartos fríos para la conservación de productos refrigerados y congelados.
- Sector vitivinícola, sector de la alimentación: pre-cocinados, platos preparados y catering. Manufacturación: frutas, verduras, hortalizas y otros productos.
- Industria panadera: Obradores de pan, pastelería, chocolates y bombones, molinos de harina, tabacaleras, fábricas de café, azucareras.
- Zonas secas: Almacenes, depósitos de mercancías y alimentos, muelles y rampas de carga y descarga.
- Zonas húmedas: Factorías de bebidas, plantas embotelladoras, centrales lecheras, mataderos industriales, Industria cárnica, Industria pesquera y de transformación de pescado, Industria láctea.
- Naves industriales: usadas para el almacenamiento y/o logística de productos alimentarios elaborados (incluida fruta y verdura).

¿Dónde se aplican?

Cualidades

Certificados y Normativas
Obviamente, un sistema de pavimentos debe prever la penetración o migración de cualquier sustancia peligrosa para la salud desde el pavimento al producto alimenticio o el ambiente. Los sistemas tienen el certificado correspondiente de idoneidad para su uso en la industria alimentaria.
Tipos de pavimentos alimentarios
Los sistemas de pavimentación para la industria de la alimentación se puede fabricar a base de resinas epoxi, mediante la técnica denominada multicapa, recurrir a los recubrimientos de poliuretano cemento, baldosas antiácido, revestimiento MONILE especial para mataderos y salas cárnicas y para las cámaras frigoríficas utilizamos los sistemas de metacrilato MMA.
Dentro del sector agroalimentario se encuentran las siguientes industrias:
Industria alimentaria
- Fábricas de aceite, grasas animales, mayonesa, mostaza.
- Fábricas de azúcar y cacao.
- Fábricas de conservas, salazones y hortalizas.
- Fábricas de conservas de pescados.
- Fábricas de galletas y pastas.
- Fábricas de alimentos precocinados y preparados avícolas.
- Fábricas de hielo, congelados, cámaras frigoríficas.
- Cocinas industriales (colegios, hospitales, hoteles, resturantes ect.)
- Repostería (confiterías, galletas, golosinas, pastas, tartas etc.
Otras áreas
- Cárnicas, matadero, embutidos
- Aceite, aderezo aceitunas, almazaras
- Almacén, pasillos, muelle expediciones
- Cámaras frigoríficas
- Bebidas, bodegas, embotellado de vino, cerveza, refrescos, zumo…
- Cocinas y restaurantes
- Pavimento agroalimentario
- Pescado
- Laboratorio e industria química
- Taller mecánico o gasolinera
Industria de bebidas y vinos
- Alcoholeras.
- Bodegas de vinos y cavas.
- Fábrica de cerveza, licores, refrescos, vinagres y zumos.
- Plantas de embotellado y envasado.
- Sidrerías y lagares de sidra.
Industria láctea y derivados
- Centrales lecheras.
- Derivados lácteos (alimentos infantiles, mantequillas, chocolates, etc.).
- Fábrica de quesos.
- Plantas de helados y yogures.
Industria cárnica
- Fábrica de embutidos (chorizos, morcillas, mortadelas, etc.).
- Fábrica de jamones (salas de seccionado, deshuesado, curado, etc.).
- Mataderos industriales (salas de ejecución, despiece, salazones, etc.).
- Plantas de curtidos animales.
Características de los pavimentos de industria alimentaria
¿Necesita un suelo duradero e higiénico a la vez que garantiza buenas condiciones de trabajo a diario?
Buena resistencia mecánica, es un piso ecológico, antideslizante y resistente a la limpieza frecuente y al gran tráfico, que ofrece una fácil instalación independientemente de la condición de la superficie para renovar.
Un acabado limpio y muchos colores para un resultado estético óptimo.

Ventajas
- Sin juntas y con una superficie lisa y cerrada, se vuelve particularmente fácil de limpiar y no ofrece asperezas a las bacterias.
- Resistente a los productos químicos, puede soportar exposiciones repetidas a una amplia variedad de contaminantes, incluidos productos corrosivos y ácidos.
- En caso de riesgo de deslizamiento, puede hacerse antideslizante agregando agregados.
- Resistente al choque térmico, puede soportar la limpieza con vapor y la pistola de espuma.
Áreas de uso
- Industria del embalaje de alimentos y bebidas
- Panaderías y panaderías, laboratorios
- Lecherías y queserías
- Industria de procesamiento de frutas y verduras
- Mataderos e industria pesquera
- Cámaras frigoríficas
Desde hace 30 años venimos construyendo pavimentos para la industria alimentaria, mediante diferentes sistemas en función del campo de aplicación según la industria, dentro del sector alimentario.
Instalamos pavimentos de poliuretano cemento de conformidad con la Legislación Comunitaria vigente en materia de higiene y seguridad en la áreas de elaboración de alimentos. Ofrecemos sistemas duraderos, funcionales, seguros, resistentes, superficies continuas, con presencia muy limitada de juntas para evitar zonas donde se acumule la suciedad y las bacterias, pavimentos de alta resistencia a los productos químicos de fácil limpieza, resistencia al lavado frecuente, seguros y antideslizantes, alta resistencia mecánica al tránsito de carretillas o impactos, ideales para superficies impermeables a líquidos, grasas y aceites, resistentes a los cambios de temperatura
Pavimento de resina epoxi multicapa
El pavimento de resina multicapas es el sistema de instalación más empleado ya que se puede trabajar en diferentes espesores y acabados en función de la dotación de resina y árido de sílice empleado.
Es un pavimento que está formado por diversas capas de resina y proyecciones de árido. Su acabado es de naturaleza rugosa ya que al estar formado por proyecciones de árido de sílice el acabado es como un papel de lija antes del aplicar el sellante final.
El nivel de rugosidad antideslizante se determina por tres factores:
- Dependiendo del tamaño o granulometría del árido empleado.
- Rebajando la rugosidad dando un lijado final para eliminar las aristas de la arena.
- Dando una mayor capa de resina en el sellante final.
El pavimento se puede hacer con acabado monocolor o multicolor. El acabado multicolor viene determinado porque el árido viene colorido con los colores escogidos lo que deja un acabado diferente muy estético. En el caso del monocolor el árido es blanco y lo que determina el color final es la última mano de pintura epoxi.
Tiene buena resistencia mecánica. Su espesor varía entre 2 y 5 mm. Este tipo de pavimento es recomendable para áreas con tráfico medio-alto. Se puede emplear tanto en áreas de uso industrial como públicas.
Pintura resina epoxi antideslizante
La pintura de resina epoxi es el revestimiento de resina más económico. Básicamente consiste en dos manos de resina aplicadas con rodillo (imprimación y sellante final).
Se lo denomina «pintura antipolvo» pues al ser impermeable evita que aparezca el polvo en suspensión proveniente del hormigón. El principal cuidado que plantea un trabajo de «pintura» de resina es que se debe hacer una buena preparación del soporte-hormigón para que no se descascarille con el tiempo.
La preparación del soporte más adecuada es con lijadora o pulidora diamantada pues abre el poro y no deja marcas. Aunque la resina epoxi tiene buena resistencia a la abrasión/desgaste, es adecuado para zonas con tráfico leve pues en zonas con tráfico pesado continuo al tener poco espesor se desgasta y se llega al hormigón fácilmente dejando marcas lo que implica que se tenga que repintar cada cierto tiempo.
El acabado puede ser liso o rugoso.
Pavimento de resina epoxi autonivelante
El pavimento autonivelante se caracteriza principalmente por su acabado extra liso y monocolor siendo el pavimento adecuado para laboratorios, salas limpias y en general para áreas donde prime la limpieza.
El mortero autonivelante además de resina lleva carga de árido de muy baja granulometría para conferirle mayor resistencia y espesor. Es similar al tratamiento del pintura epoxi. La principal diferencia es que la segunda capa de resina es más densa porque lleva más cantidad de material lo que le confiere mayor espesor y resistencia mecánica final.
Al ser un mortero fluido se debe aplicar con llana dentada para extenderlo y rodillo de púas para eliminar las burbujas de aire que aparecen. Tiene buena resistencia mecánica aunque al estar formado principalmente por resina con poco árido se puede rallar con cierta facilidad, sobre todo si hay tráfico mecanizado. Su espesor varía entre 1 y 3 mm.
Este tipo de pavimento es recomendable para áreas con tráfico bajo o medio. Se puede hacer antideslizante dando al final una mano de sellante antideslizante.
Mortero seco de resina de 5 mm
Utilización para la elaboración del pavimento de mortero de resina epoxi de 5 mm. Suministro y colocación de pavimento mortero seco de resina epoxi monocolor (color RAL a elegir) de 5 mm, apto para uso alimentario con acabado antideslizante, formado por:
- Preparación del soporte de hormigón mediante granalladora (sin polvo), hasta obtener optimas características de adherencia, incluso aspirado y barrido posterior.
- Aplicación de imprimación epoxi como puente de unión entre el soporte de hormigón y el pavimento. mínimo 0,3 kg/m2.
- Aplicación de mortero seco epoxi colorido aplicado con fratasadora y llana (7,5 kg/m2).
- Tratamiento de juntas de de dilatación con movimiento consistente en replanteo, marcado, corte y relleno con masilla elástica de poliuretano.
- Aplicación de sellante final epoxi con árido seleccionado (color RAL a determinar por la D.F) mínimo 0,6 kg/m2 dejando un acabado antideslizante adecuado.
Unidad totalmente terminada. según especificaciones técnicas siguiendo la normativa vigente, planos y D.F. Medida la superficie teórica según planos de pavimentos en proyección horizontal, deduciendo huecos, con p.p. de zonas de pasos de puertas.
Intervenimos en su sitio para una recomendación técnica. Se le comunicará una cotización. Se propone una fecha de finalización del trabajo teniendo en cuenta sus limitaciones o su calendario.
Para obtener más información, no dude en contactarnos.
Pavimento alimentario AGROPERMOSOL
 Pavimento multicapa antiderrapante, no autonivelante, ajustado a las Directivas de la Unión Europea CE nº 852/204, del Parlamento Europeo y sobre la seguridad en el trabajo, Decreto Legislativo nº 81/2008 que regula las normas higiénicas y las resistencias elevadas para los revestimientos aplicados en la industria alimentaria (conserveras, lonjas de pescado, transformación del pescado, cocederos de mariscos, embotelladoras, bodegas, empresas de la carne y del vino, destilerías, fábricas de bebida, cerveza, gaseosas, agua mineral, cámaras frigoríficas).
Pavimento multicapa antiderrapante, no autonivelante, ajustado a las Directivas de la Unión Europea CE nº 852/204, del Parlamento Europeo y sobre la seguridad en el trabajo, Decreto Legislativo nº 81/2008 que regula las normas higiénicas y las resistencias elevadas para los revestimientos aplicados en la industria alimentaria (conserveras, lonjas de pescado, transformación del pescado, cocederos de mariscos, embotelladoras, bodegas, empresas de la carne y del vino, destilerías, fábricas de bebida, cerveza, gaseosas, agua mineral, cámaras frigoríficas).
AGROPERMOSOL o HIDROCOLOR PLUS son sistemas constructivos que se elaboran con distintas marcas a bases de resinas sintéticas y una serie de microsílices de granulometría seleccionada y controlada. Están destinados a revestimiento en torno a 3 mm de espesor, dedicados al sector agroalimentario, totalmente resistente a las sales y al agua.
Se trata de un pavimento totalmente antideslizante y continuo, con presencia limitada o respetando las juntas de la subbase hormigonada, alta resistencia a los contactos frecuentes con los productos químicos (ácidos, sales, taninos, ácido láctico), fácil limpieza y alta resistencia a los lavados constantes y frecuentes de las industrias dedicadas al sector de la alimentación, antiderrapante en presencia de líquidos fluidos, aceites o grasas, resistente a los impactos.
AGROPERMOSOL es un sistema constructivo de hormigón plástico no autonivelante que acondiciona y regulariza el soporte, multicapa con acabado rugoso en color gris, rojo, verde u ocre.
Resistencia a la temperatura entre –40 ºC y +70 ºC, muy resistente a la abrasión y al desgaste.
Mortero que se compone de 4 productos principalmente: base, endurecedor, colorante y cuarzo (cargas silíceas calibradas).
El pavimento que une el suelo y la pared se denominada línea sanitaria que es la construcción de una escocia o media caña sanitaria que sirve para una mejor desinfección y limpieza de la industria.
Pavimentos industriales
- Pavimentos para la industria farmacéutica
- Industrial del pan
- Industrial cárnica
- Pavimento monile
- Secaderos
- Agroalimentarios
- Industria pesquera
- Cocinas industriales
- Industria y sector del vino
- Bodegas
- Industria y sector del aceite
- Almazaras
- Industria del sector de la automoción
- Talleres de coches y motos
- Centros de lavado
- Gasolineras
- Pavimento de metacrilato o poliuretano cemento con resinas epoxi para la ejecución de salas de refrigeración
Antes de proceder a la instalación de un pavimento continuo, debemos hacer un análisis previo del estado del soporte, en Pavimentalia disponemos de soluciones para todo tipo de pavimentos, pero no todos los pavimentos tienen la misma solución.
Ejecutamos pavimentos para aparcamientos.
Es fundamental evaluar el estado del soporte, el uso (si es industrial o decorativo), la humedad del soporte, si se trata de un pavimento al interior o exterior como pueden ser las rampas de acceso, tiempo de aplicación y la temperatura, si el local está o no ventilado y si por las ventanas entran rayos de luz.
Nuestros pavimentos tienen gran resistencia al fuego, los ácidos y, por supuesto, están clasificados a las normas de deslizamiento.
Los pavimentos se dividen en los siguientes:
- Epoxi
- Poliuretanos
- Epoxi cemento
- Poliuretano cemento
- Metacrilato
- Acrílicos
Los pavimentos alimentarios se utilizan en la industria cárnica, mataderos, salas de despiece, cámaras de frío, cámaras de salado, salas de embutidos, industria pesquera, industria panadera, ejecutamos suelos continuos para la fabricación de bebidas, plantas embotelladoras y conserveras, pavimentos hospitalarios, farmacéuticos y geriátricos.
Alimentos
La resina garantiza el cumplimiento de los estándares de salud más estrictos que necesitan implementar las industrias alimentarios, para evitar la contaminación de los alimentos y la seguridad laboral.
Pavimentalia ofrece pisos de resina de alto rendimiento para satisfacer las necesidades múltiples y específicas de cada rama de la industria alimentaria, con propiedades antideslizantes, transpirables, pero impermeables, fácilmente lavables, desinfectables y descontaminables.
Pisos de resina
La resina es un producto muy versátil, hoy cada vez más elegido debido a sus elevadas prestaciones. Responde de manera excelente a las necesidades específicas de cada sector, tanto en términos de rendimiento y funcionalidad como de apariencia.
Los suelos de resina no son utilizados únicamente para las industrias, también son ofrecidos por los arquitectos y diseñadores de interiores, por sus características de calidad y resistencia.
La investigación continúa y la atención a la innovación nos han llevado a proponer soluciones cada vez más tecnológicas, altamente personalizables y ambientalmente sostenibles (materiales libres de contaminantes y solventes, que respetan el medio ambiente y nuestra salud) .
Disponible en múltiples formulaciones y combinaciones, los pisos de resina responden de manera óptima a los altos estándares requeridos por nuestros clientes. Garantizan resistencia química o al desgaste, conductividad o elasticidad, fácil saneamiento y mantenimiento, durabilidad, superficies continuas y, por lo tanto, higiénicas, de conformidad con la normativa vigente en cada sector específico.
La resina sintética es el material más adecuado para superficies recién construidas o muy deterioradas para las cuales es necesaria una recuperación funcional o para renovar. Se debe tener en cuenta que las intervenciones de instalación o mantenimiento pueden ser mínimamente invasivas y los tiempos de realización son cortos, lo que representa una clara ventaja para el cliente.
Recrecidos autonivelantes
- de base cementosa,
- a base de anhidrita (sulfato de calcio).
Las señalizaciones horizontales y verticales. En el campo industrial y comercial aplicamos formulaciones a base de resinas específicas que permiten la realización de una señalización horizontal y vertical personalizada, adecuado para identificar visualmente las áreas e indicaciones. Se utiliza como una herramienta de prevención eficaz, para mejorar la calidad y optimizar la productividad y el tráfico. Resistente a los agentes atmosféricos y químicos tales como aceites, combustibles, sales de deshielo, ácidos y soluciones salinas.
Sistemas externos
Diseñados para ser resistente a las condiciones climáticas, al paso del vehículos y para satisfacer las necesidades de diseño (motivos geométricos y combinaciones de colores). En el ámbito deportivo, tales como canchas de juego, combinan resistencia, elasticidad y estabilidad de colores y materiales. Las aplicaciones son múltiples: plazas, carriles para bicicletas, avenidas, piscinas, pistas de tenis, zonas residenciales.
Descargas
- ¿Conoce los distintos tipos de pavimentos que se utilizan en la industria alimentaria? Ver o descargar dossier
- Folleto – Pavipor Pavimento Agroalimentario
Imágenes de pavimentos alimentarios